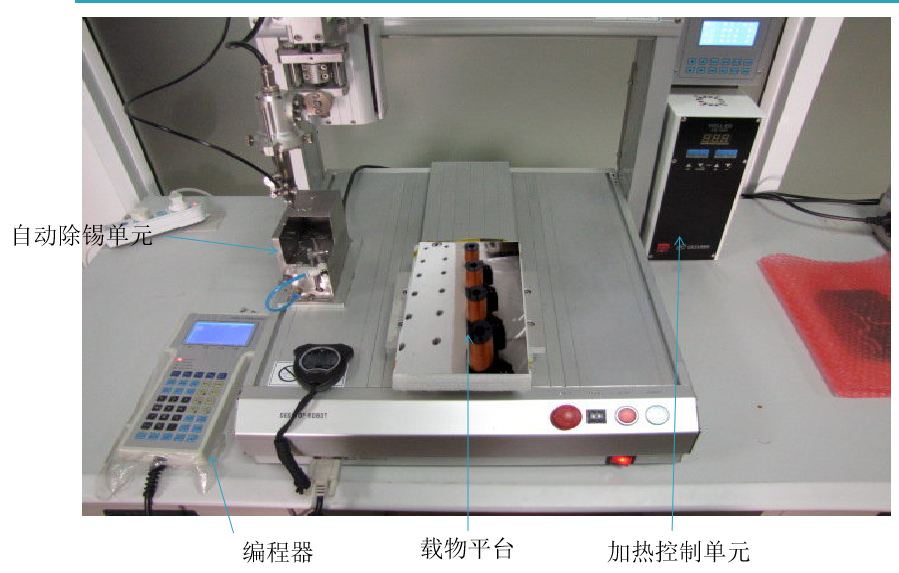
4)當(dāng)檢測(cè)機(jī)構(gòu)檢測(cè)到產(chǎn)品到位時(shí)�、焊錫機(jī)構(gòu)執(zhí)行自動(dòng)焊錫。(檢測(cè)到無(wú)產(chǎn)品時(shí)����、停止自動(dòng)焊錫)
焊錫步驟-2
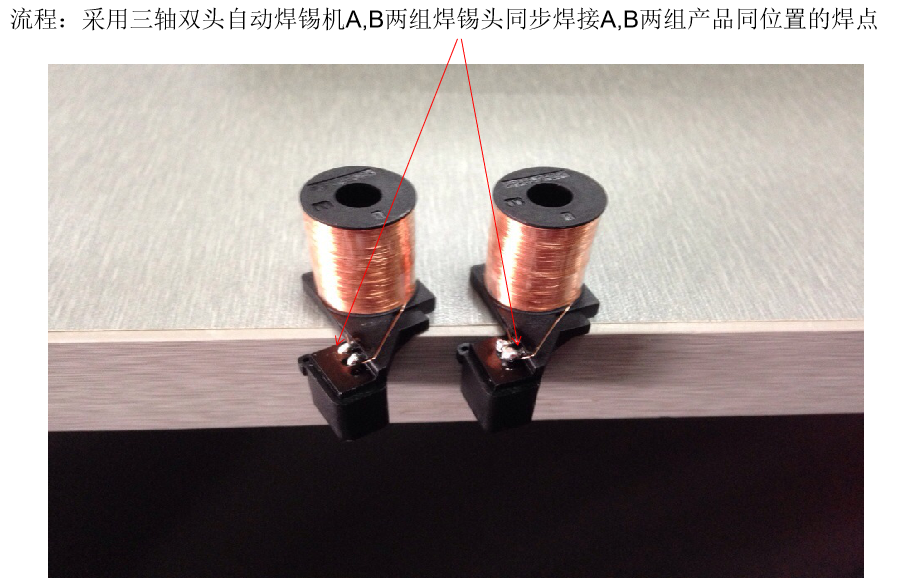
一個(gè)產(chǎn)品共計(jì)2個(gè)焊點(diǎn),分為A&B兩組產(chǎn)品�����。由同一設(shè)備的A&B兩組焊錫頭對(duì)應(yīng)A,B兩組產(chǎn)品同位置的焊點(diǎn)配合同時(shí)工作�;
A組焊接頭(點(diǎn)焊):每次焊錫時(shí)間 6″左右,(包括焊錫裝置移動(dòng)時(shí)間), 一次焊2個(gè)焊點(diǎn)�;
B組焊接頭(點(diǎn)焊):每次焊錫時(shí)間6″左右��,(包括焊錫裝置移動(dòng)時(shí)間), 一次焊2個(gè)焊點(diǎn)��;
烙鐵頭清潔過(guò)程約在0.5″內(nèi)完成�??梢罁?jù)焊錫量設(shè)定清潔間隔時(shí)間;
平均2個(gè)產(chǎn)品預(yù)估用時(shí):6.5″
1臺(tái)設(shè)備每天產(chǎn)能預(yù)估:8860Pcs/8h
品質(zhì)提升:焊接良率≥97%
節(jié)省焊錫絲:25%
投資成本預(yù)計(jì)收回時(shí)間:5個(gè)月
產(chǎn)能估算
25個(gè)產(chǎn)品共計(jì)50個(gè)焊點(diǎn)
每次焊錫時(shí)間 1-2S左右�,(包括焊錫裝置移動(dòng)時(shí)間), 一次焊1點(diǎn);
烙鐵頭清潔過(guò)程和夾具盤(pán)轉(zhuǎn)動(dòng)同步進(jìn)行�,約在0.5S內(nèi)完成?��?梢罁?jù)焊錫量設(shè)定清潔間隔時(shí)間�����;
平均1個(gè)產(chǎn)品預(yù)估用時(shí):1-2″
產(chǎn)能預(yù)估: 7500-8000Pcs/8h
節(jié)省人力: 4人
節(jié)省焊錫絲:15%
品質(zhì)提升:焊接良率≥ 98 %
投資成本預(yù)計(jì)收回時(shí)間:5~7個(gè)月